디지털 트윈 혁신: 전자제조 공정 효율화 전략
디지털 트윈으로 전자제조 공정에서 생산 효율을 극대화하는 전략을 알아봅니다. 복잡한 요구에 대응하고 스마트 팩토리의 미래를 실현하세요.
1. 도입부: 왜 지금 디지털 트윈인가
1.1 전자제조 현장의 새로운 도전 과제
최근 전자제조 현장은 그 어느 때보다 복잡한 요구에 직면해 있습니다. 한 라인에서 수십 종의 모델을 번갈아 생산해야 하는 다품종 소량생산이 일상이 되었고, 1005와 같은 초미세 수동소자 실장, BGA·QFN 같은 패키지의 비중 증가, 그리고 자동차·의료기기향 PCB에서 요구되는 전수 트레이서빌리티까지 동시다발적으로 압박이 들어옵니다.
여기에 인력 수급 문제와 에너지 비용 상승까지 겹치면서, 단순히 "자동화 장비를 더 도입한다"는 식의 접근만으로는 한계가 분명해졌습니다. 장비는 똑똑해졌지만, 라인 전체를 하나의 유기체처럼 보고 최적화할 수 있는 시야가 부족한 것이 현실입니다. 스마트 팩토리의 다음 단계로 디지털 트윈(Digital Twin)이 주목받는 이유가 바로 여기에 있습니다.
1.2 디지털 트윈, 단순 시뮬레이션과 무엇이 다른가
많은 엔지니어가 디지털 트윈을 "조금 더 정교한 시뮬레이션" 정도로 이해합니다. 그러나 핵심 차이는 실시간 데이터 연동에 있습니다. CAD 모델이나 기존의 이산사건 시뮬레이션은 어느 시점에 만들어진 '정적 스냅샷'에 가깝지만, 디지털 트윈은 현장의 센서·MES·검사 장비에서 흘러오는 데이터로 끊임없이 자기 자신을 갱신하는 '살아있는 모델'입니다.
즉, 같은 가상 모델이라도 디지털 트윈은 "지금 이 순간 라인이 어떤 상태인가"를 반영하며, 가상에서 내린 의사결정이 다시 실제 라인으로 되돌아가는 폐루프(closed-loop) 구조를 갖는다는 점이 결정적인 차별점입니다.
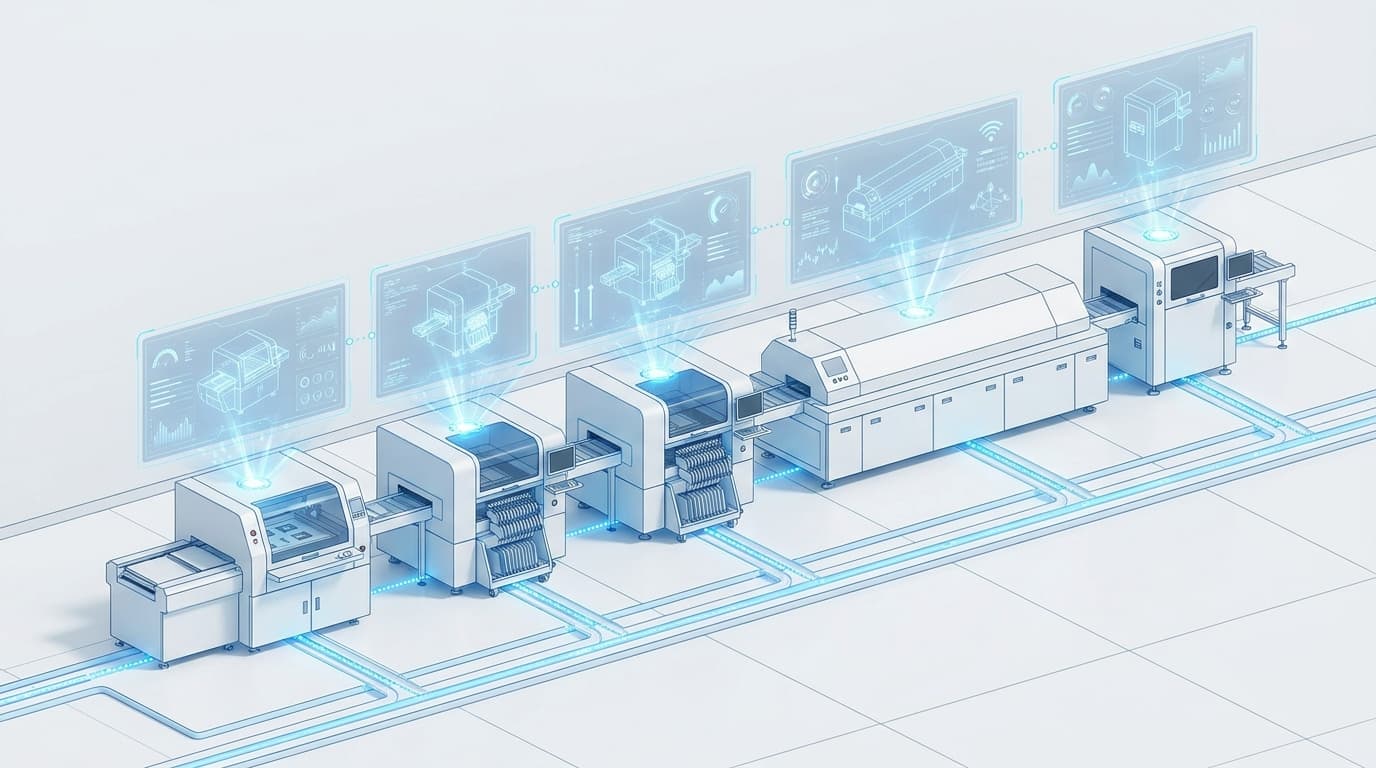
 Digital twin architecture diagram for SMT line showing real-time data flow between physical equipment and virtual model
Digital twin architecture diagram for SMT line showing real-time data flow between physical equipment and virtual model
2. 디지털 트윈이 PCB·SMT 라인에서 작동하는 방식
2.1 데이터 수집 계층 — SMT, AOI/SPI, 로봇에서 흘러오는 신호
디지털 트윈의 출발점은 결국 데이터입니다. SMT 라인에서 일반적으로 수집되는 신호를 엔지니어 관점에서 정리하면 다음과 같습니다.
- 마운터(Chip Mounter): 실장 좌표, 노즐 픽업 성공률, 부품별 사이클 타임, 피더 오류 코드
- SPI(Solder Paste Inspection): 솔더 페이스트의 체적·높이·면적·오프셋
- AOI/X-ray: 실장 후 부품 위치, 솔더링 결함 유형, 보이드율
- 리플로우 오븐: 존별 온도 프로파일, 컨베이어 속도
- 로봇·반송 장비: 위치, 가속도, 사이클 카운트, 진동·전류 신호
이 데이터들을 한 곳으로 모으기 위해 산업 현장에서는 OPC UA, MQTT 같은 통신 프로토콜이 폭넓게 활용됩니다. 특히 전자제조 분야에서는 IPC-CFX(Connected Factory Exchange)와 같은 표준화 노력이 진행되고 있어, 벤더 종속성을 줄이는 방향으로 흐름이 잡히고 있습니다.
2.2 가상 모델 계층 — 물리 라인의 디지털 거울
수집된 데이터는 가상 공간에 매핑된 라인 모델 위에 얹혀집니다. 장비의 위치, 컨베이어 흐름, 작업자 동선, 자재 창고의 재고 상태까지 일종의 '디지털 거울'로 재현되는 구조입니다.
실무에서 자주 마주치는 고민은 모델 충실도(fidelity)와 동기화 주기의 트레이드오프입니다. 모든 장비를 밀리초 단위로 동기화하고 물리 시뮬레이션까지 풀 해상도로 돌리면 이상적이지만, 그만큼 인프라 비용과 운영 부담이 커집니다. 통상적으로는 "공정 의사결정에 필요한 만큼의 충실도"를 기준으로, 병목 공정은 높은 해상도로, 부수 공정은 집계된 데이터 수준으로 구성하는 접근이 현실적입니다.
2.3 분석·피드백 계층 — 시뮬레이션과 AI의 결합
가상 모델 위에서는 세 가지 분석이 결합되어 동작합니다.
- 과거 이력 데이터 분석: 동일 PCB·동일 부품에서 과거 어떤 패턴이 있었는지 통계적으로 비교
- 물리 기반 시뮬레이션: 열·유체·기구학 기반으로 변수 변경의 영향을 예측
- 머신러닝 모델: 다변량 환경 변수와 결함률의 비선형 관계를 학습
중요한 것은 이 분석 결과가 단지 보고서로 끝나지 않고, MES나 장비 레시피로 되돌아가 실제 공정 파라미터를 조정하는 폐루프가 형성될 때 비로소 디지털 트윈의 가치가 완성된다는 점입니다.
3. 실무 적용 시나리오 — 어디에서 효과가 가장 큰가
3.1 신규 라인 셋업 및 NPI 기간 단축
신규 라인 구축이나 NPI(New Product Introduction) 단계에서 디지털 트윈은 즉각적인 효과를 보여줍니다. 실제 장비가 도착하기 전에 가상 라인에서 레이아웃, 택트 타임, 자재 흐름을 사전 검증할 수 있기 때문입니다.
예컨대 마운터 두 대를 직렬 배치할지, 병렬 배치할지에 따른 사이클 타임 차이를 가상에서 비교해보고, 피더 위치까지 최적화한 후 실제 셋업에 들어가면 라인 안정화 기간을 의미 있게 단축할 수 있습니다. 작업자 사전 교육 또한 가상 환경에서 진행할 수 있어, 첫 양산 시점의 시행착오가 줄어드는 효과가 있습니다.
3.2 실장 불량 근본 원인 분석(RCA)
특정 부품에서 미스 픽이나 위치 틀어짐이 반복될 때, 엔지니어가 가장 먼저 부딪히는 어려움은 "무엇부터 의심해야 하는가"입니다. 노즐 마모인지, 피더 진동인지, 솔더 페이스트 점도 변화인지, 환경 온습도인지 후보가 너무 많습니다.
디지털 트윈은 과거 동일 부품·동일 패드 패턴의 이력과 현재의 환경 변수를 자동으로 비교하여, 통계적으로 유의미한 차이를 보이는 변수를 우선순위화해 줍니다. 이 과정만으로도 RCA에 소요되던 의사결정 시간이 크게 줄어들며, 엔지니어는 현장 검증이라는 본질적인 일에 더 집중할 수 있게 됩니다.
3.3 예측 유지보수와 OEE 향상
노즐, 피더, 컨베이어 벨트, 베어링 같은 마모성 부품은 전통적으로 주기 기반 정비(TBM)로 관리되어 왔습니다. 그러나 사용 빈도와 부하 조건에 따라 실제 수명은 큰 편차를 보입니다. 디지털 트윈은 장비 신호를 모니터링해 상태 기반 정비(CBM)로의 전환을 가능하게 합니다.
OEE(설비종합효율)의 3대 손실 관점에서 정리하면 다음과 같이 기여할 수 있습니다.
- 가동률 손실: 돌발 정지 예측으로 계획 외 다운타임 감소
- 성능 손실: 사이클 타임 편차의 원인 변수를 조기에 식별
- 품질 손실: SPI·AOI 데이터와 환경 변수의 상관관계를 통해 결함 발생 전 경보
3.4 다품종 소량생산 환경에서의 스케줄 최적화
모델 전환(Changeover)이 잦은 라인에서는 단순한 가동률 수치보다 전환 손실이 더 큰 비용 요인이 됩니다. 디지털 트윈은 다음 일주일치 생산 계획을 가상에서 미리 돌려보고, 어떤 순서로 모델을 배치할 때 자재 교체 횟수와 셋업 시간이 최소화되는지를 평가할 수 있게 해 줍니다. 자재 흐름과 작업 순서를 동적으로 재배치하는 의사결정이 데이터 기반으로 가능해진다는 의미입니다.
 Engineer monitoring SMT line performance dashboard with OEE metrics and predictive maintenance alerts
Engineer monitoring SMT line performance dashboard with OEE metrics and predictive maintenance alerts
4. 도입을 가로막는 현실적 장벽과 대응 전략
4.1 데이터 통합의 복잡성
가장 흔한 장벽은 데이터 통합입니다. 10년 이상 된 레거시 장비는 표준 프로토콜을 지원하지 않거나, 벤더마다 데이터 포맷·태그 명명규칙이 제각각인 경우가 많습니다. 또한 장비 간 시간 동기화가 맞지 않으면 RCA에서 인과관계 분석 자체가 어려워집니다.
이런 문제에 대응하려면 처음부터 모든 데이터를 모으려 하기보다는, IPC-CFX나 IPC-HERMES-9852와 같은 공개 표준을 우선 지원하는 영역부터 단계적으로 통합하는 전략이 효과적입니다. NTP·PTP 기반의 시간 동기화 정책도 함께 정의해 두는 것이 좋습니다.
4.2 초기 투자와 ROI 산정의 어려움
경영진을 설득할 때 가장 자주 마주치는 질문은 "그래서 얼마나 절감되는가"입니다. 디지털 트윈은 효과가 라인 전체에 분산되어 나타나기 때문에 ROI 계산이 까다롭습니다. 실무적으로는 다음과 같은 프레임이 유용합니다.
예상 절감액 = (다운타임 감소 시간 × 시간당 손실액) + (불량률 감소분 × 단위당 손실액) + (전환 시간 단축 × 빈도)
그리고 처음부터 공장 전체 적용을 목표로 하기보다는, 파일럿 셀 → 단일 라인 → 공장 전체로 이어지는 단계적 도입을 권장합니다. 파일럿에서 정량적 성과가 검증되어야 후속 투자가 자연스럽게 이어집니다.
4.3 조직 역량과 데이터 거버넌스
기술적인 부분만큼이나 중요한 것이 조직과 거버넌스입니다. 디지털 트윈은 본질적으로 IT와 OT의 융합을 요구합니다. 도메인 엔지니어, 설비 엔지니어, 데이터 사이언티스트가 같은 언어로 대화할 수 있는 구조가 마련되어야 하고, 데이터 품질·보안·소유권에 대한 사내 정책도 정비되어야 합니다.
특히 협력사·고객사와 데이터를 공유하는 경우, "어디까지가 우리 데이터이고 어디서부터는 외부와 공유 가능한가"를 명확히 정의하지 않으면 도입 후반부에 큰 혼란이 발생할 수 있습니다.
5. 엔지니어가 내일부터 시작할 수 있는 단계별 로드맵
5.1 1단계 — 가시화(Visualization)부터
거창한 시뮬레이션 모델 구축에 앞서, 우선 흩어져 있는 데이터를 한 화면에서 보는 것부터 시작하는 것이 좋습니다. 가동률, 불량률, 사이클 타임 같은 핵심 KPI를 라인별로 실시간 대시보드에 통합하는 작업만으로도 의사결정 속도가 눈에 띄게 빨라집니다. 이 단계에서 데이터 수집 인프라의 한계도 자연스럽게 드러나기 때문에, 다음 단계 설계에 필요한 인사이트를 얻을 수 있습니다.
5.2 2단계 — 부분 시뮬레이션 모델 구축
가시화가 안정되면, 가장 병목이 심한 공정 한두 곳을 선정해 부분적인 디지털 트윈을 구축합니다. 예를 들어 SPI-마운터-리플로우로 이어지는 핵심 구간만 모델링해, 솔더 페이스트 변수와 최종 불량률 사이의 관계를 분석하는 식입니다. 작은 범위에서 성과가 검증되면 확장에 대한 조직 내 신뢰가 쌓입니다.
5.3 3단계 — 폐루프 자율 최적화로 확장
마지막은 검증된 모델을 라인 전체로 확장하고, 의사결정 자동화의 비율을 점진적으로 높이는 단계입니다. 처음에는 "권고만 하는 어시스턴트" 수준으로 운영하다가, 신뢰도가 검증된 영역부터 장비 레시피 자동 조정으로 넘어가는 것이 안전합니다. 자율성과 안전성의 균형을 잡는 것이 이 단계의 핵심입니다.
6. 결론: 도구가 아닌 '운영 철학'으로서의 디지털 트윈
디지털 트윈은 단순한 소프트웨어 패키지가 아닙니다. 현장의 데이터를 신뢰하고, 가상에서 검증한 후 실제에 적용하며, 그 결과를 다시 학습 데이터로 환류시키는 운영 철학에 가깝습니다. 도구만 도입하고 일하는 방식이 그대로라면, 비싼 대시보드 하나가 늘어나는 데 그칠 수 있습니다.
실무 엔지니어와 기술 관리자 입장에서 권하고 싶은 접근은 다음과 같습니다.
- 처음부터 완벽한 모델을 그리려 하지 말고, 가시화 → 부분 모델 → 폐루프 순으로 단계적으로 키워가십시오.
- 공개 표준(
OPC UA,IPC-CFX,IPC-HERMES-9852등)을 우선 채택해 벤더 종속성을 줄이십시오. - ROI는 다운타임·불량·전환 손실 같은 구체적인 손실 지표로 환산해 경영진과 공유하십시오.
- 기술만큼이나 IT-OT 협업 구조와 데이터 거버넌스에 투자하십시오.
결국 디지털 트윈의 성패는 첨단 알고리즘이 아니라, 현장의 노하우를 데이터로 풀어낼 수 있느냐에 달려 있습니다. 오랜 시간 라인을 지켜온 엔지니어의 직관이야말로 가장 강력한 학습 데이터라는 점을 기억하면서, 작은 영역에서부터 천천히 디지털 트윈을 키워보시기를 권합니다.