HDI 및 Rigid-Flex PCB 설계 가이드: 재료와 라우팅 전략
스마트 기기와 5G 모듈에 필수적인 HDI 및 Rigid-Flex PCB 설계 전략 소개: 신호 무결성, 기계적 신뢰성, 최신 재료 트렌드.
1. 도입: 왜 지금 HDI와 Rigid-Flex인가
스마트폰, 무선 이어폰, 스마트워치와 같은 웨어러블 기기뿐 아니라 자동차 ADAS 카메라 모듈, 5G 안테나 모듈, 의료용 내시경 디바이스에 이르기까지 — 최근 전자제품의 공통적인 요구사항은 한결같습니다. 더 작게, 더 빠르게, 더 안정적으로. 이 세 가지 요구를 동시에 만족시키는 가장 강력한 솔루션이 바로 HDI(High Density Interconnect)와 Rigid-Flex PCB입니다.
과거에는 단순히 "공간을 줄이기 위한 선택지"였다면, 이제는 신호 무결성(Signal Integrity), 기계적 신뢰성(Mechanical Reliability), 열관리(Thermal Management)라는 세 축을 동시에 만족시켜야 하는 설계 패러다임 자체가 바뀌었습니다. 단순히 라우팅 테크닉만으로는 부족하며, 재료 선정 단계부터 시스템 관점의 통합 설계가 요구됩니다.
이 글에서는 실무 엔지니어와 기술 관리자 관점에서 재료 선정 → 라우팅 전략 → 전환부 설계 → 표준 및 DFM까지의 흐름을 단계별로 정리해 보겠습니다.
2. 최신 기판 재료 트렌드: 무엇을, 왜 선택할까
흔히 "설계 성능의 절반은 재료에서 결정된다"고 말합니다. 아무리 정교한 라우팅을 해도 유전체 손실이 크거나 흡습성이 높은 재료를 선택하면, 기대했던 신호 품질을 얻기 어렵습니다.
2.1 고속·고주파를 위한 저손실(Low-Loss) 유전체
일반적으로 5G, mmWave, 고속 SerDes 인터페이스(PCIe 5.0/6.0, 112G SerDes 등)에서는 유전 손실 계수(Df)가 낮은 라미네이트가 채택되는 추세입니다. 일반 FR-4의 Df가 통상 0.020 수준이라면, 저손실 또는 초저손실 라미네이트는 0.002~0.005 수준까지 낮아져 고주파에서의 삽입 손실을 크게 줄일 수 있습니다.
- Dk/Df 안정성: 주파수 및 온도 변화에 따른 변동 폭이 작은 재료를 선택해야 합니다.
- 흡습성: 흡습은 Dk를 변화시키고 PIM(상호변조 왜곡)을 유발할 수 있어, 흡습률이 낮은 재료가 유리합니다.
- 동박 거칠기: 일반 STD 동박 대비 VLP(Very Low Profile) 또는 HVLP 동박을 사용하면 표피효과(Skin Effect) 손실을 줄일 수 있습니다.
2.2 Rigid-Flex를 위한 폴리이미드 및 LCP
플렉스 영역의 베이스 재료로는 폴리이미드(PI)가 사실상 표준입니다. 그중에서도 무접착 폴리이미드(Adhesiveless PI)는 접착제 타입 대비 굴곡 신뢰성과 치수 안정성, 그리고 열적 특성 측면에서 유리한 것으로 알려져 있습니다.
한편 LCP(액정 폴리머)는 낮은 흡습률(통상 PI 대비 1/10 수준)과 안정된 유전 특성 덕분에 고주파 안테나, mmWave 모듈, 고속 신호용 플렉스 케이블에서 주목받고 있습니다. 다만 가공 난이도와 비용 측면의 부담이 있어 적용 범위는 신중히 결정해야 합니다.
2.3 발열 대응: 고열전도 소재와 IMS
전력 밀도가 높아질수록 열관리는 더 이상 후처리 영역이 아닙니다. 세라믹 필러 함유 라미네이트, 메탈 코어 PCB(MCPCB), IMS(Insulated Metal Substrate)는 LED 조명, 자동차 전장, 전력 모듈에서 일반적으로 활용되는 솔루션입니다.
설계 초기 단계부터 °C/W 단위의 열저항 예산을 세우고, 부품→PCB→방열기에 이르는 열 경로를 시뮬레이션 기반으로 검증하는 접근이 점차 표준화되고 있습니다.
 Cross-section illustration of HDI PCB showing stacked microvias, buried vias, and via-in-pad structure with copper layers
Cross-section illustration of HDI PCB showing stacked microvias, buried vias, and via-in-pad structure with copper layers
3. HDI 라우팅 전략: 공간을 만드는 기술
HDI의 본질은 단순히 "비아를 작게 만드는 것"이 아니라 라우팅 채널을 확보하는 것입니다. 배선 밀도 확보는 곧 BOM 단순화, 레이어 수 감소, 폼팩터 축소로 직결됩니다.
3.1 마이크로비아와 스택/스태거드 구조
일반적으로 마이크로비아 직경은 100㎛ 내외에서 운용되며, 최근에는 레이저 드릴 기술의 발전으로 75㎛ 이하 사양도 점차 확산되고 있습니다. 핵심은 종횡비(Aspect Ratio) 관리로, 통상 0.75:1 이하를 권장하는 가이드가 널리 활용됩니다.
- 스택드(Stacked) 비아: 라우팅 효율은 가장 높지만, 도금 품질·열응력 측면에서 신뢰성 확보가 까다롭습니다.
- 스태거드(Staggered) 비아: 신뢰성 측면에서 유리하나, 추가 라우팅 공간이 필요해 고밀도 영역에서 제약이 있습니다.
3.2 Buried/Blind Via와 Via-in-Pad
BGA 피치가 0.4mm 이하로 좁아질수록 도그본(Dog-bone) 라우팅으로는 핀 이스케이프가 사실상 불가능해집니다. 이 경우 Via-in-Pad + 에폭시 충전 + 도금 마감(POFV) 조합이 표준적인 흐름으로 자리잡았습니다. 패드 아래로 비아를 숨기면서 표면에는 평탄한 솔더 패드를 확보할 수 있어, 솔더링 품질과 라우팅 채널을 동시에 확보할 수 있습니다.
3.3 시그널 인테그리티 관점의 라우팅
고속 설계에서 SI 관점의 핵심 체크포인트는 다음과 같습니다.
- 임피던스 컨트롤: 단일 종단
50Ω, 차동85/100Ω등 사양 명시 및 임피던스 쿠폰 검증 - 리턴 패스 연속성: 신호 트레이스 바로 아래 솔리드 그라운드 레이어 배치, 평면 분리 구간 회피
- 비아 스터브 최소화: 25Gbps급 이상에서는 백드릴(Back-Drilling)이 거의 필수
- 차동 페어 매칭: 인트라 페어 스큐 통상
5mil이내, 인터 페어는 프로토콜별 사양에 맞게 관리
4. Rigid-Flex 설계의 진짜 난제: 전환부 신뢰성
Rigid-Flex 설계에서 가장 많은 필드 클레임이 발생하는 지점은 강성 영역과 연성 영역이 만나는 전환부(Transition Zone)입니다. 굽힘 응력이 이 경계에 집중되기 때문에 라우팅·적층·기계 설계 측면에서 모두 세심한 접근이 필요합니다.
4.1 응력 분산을 위한 패턴 설계 원칙
- 플렉스 영역에서 90° 직각 라우팅 금지 — 부드러운 곡선 또는 45° 분기를 사용해야 응력이 분산됩니다.
- 패드와 트레이스 연결부에는 티어드롭(Teardrop)을 적용해 응력 집중에 의한 크랙 위험을 줄입니다.
- 여러 신호 라인을 플렉스 영역에서 라우팅할 때는 I-Beam 패턴(상하 레이어 트레이스 엇갈림 배치)을 활용해 굴곡 시 발생하는 단면 응력을 줄일 수 있습니다.
4.2 굽힘 반경(Bend Radius)과 적층 구조
일반적인 가이드라인은 다음과 같습니다.
- 정적 굽힘(Static Bend): 통상 플렉스 두께의
6~10배권장 - 동적 굽힘(Dynamic Bend): 통상 플렉스 두께의
20~100배이상까지 요구되는 경우가 많음 - 동박은 RA(압연) 동박이 ED(전해) 동박 대비 결정립 구조상 굴곡 신뢰성에서 유리한 것으로 알려져 있습니다.
- 중립축(Neutral Axis)에 신호 트레이스를 위치시키면 굽힘 시 인장/압축 응력을 최소화할 수 있습니다. 짝수 레이어 대칭 적층이 일반적인 접근입니다.
4.3 보강판(Stiffener)과 커버레이 적용
커넥터, BGA, 또는 무거운 부품이 실장되는 구간에는 PI, FR-4, SUS(스테인리스) 등 다양한 재질의 보강판을 적용해 기계적 안정성을 확보합니다. 또한 커버레이 오픈 영역과 솔더 패드 사이의 클리어런스를 통상 0.2mm 이상 확보해야 솔더링 품질과 굴곡 신뢰성을 동시에 만족시킬 수 있습니다.
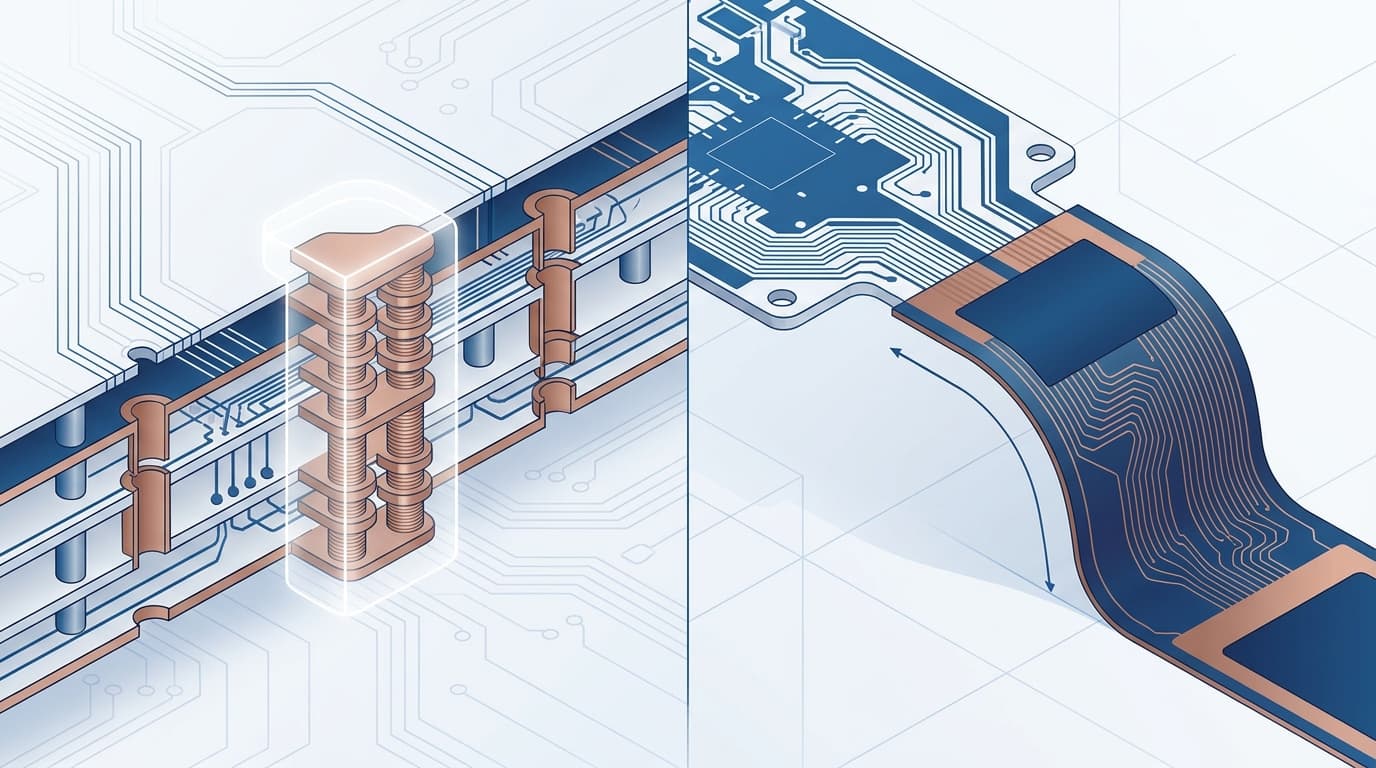
 Rigid-flex PCB transition zone close-up showing bend radius, stiffener placement, and curved trace routing in flex area
Rigid-flex PCB transition zone close-up showing bend radius, stiffener placement, and curved trace routing in flex area
5. 표준 준수와 DFM: 설계와 제조의 간극 좁히기
아무리 정교한 설계도 제조 공정의 한계를 벗어나면 양산 수율이 무너집니다. 설계 단계에서부터 표준과 DFM(Design for Manufacturability)을 의식하는 것이 결국 개발 일정과 비용을 결정합니다.
5.1 핵심 국제 표준 활용
- IPC-2223: Rigid-Flex 설계 가이드라인 — 굽힘 반경, 커버레이, 전환부 처리 등
- IPC-2226: HDI 설계 가이드라인 — 마이크로비아 종횡비, 스택 구조 등
- IPC-6013: 플렉스 및 Rigid-Flex 성능 사양 — 검사 기준, 신뢰성 시험
- IPC-6012: 리지드 PCB의 일반 성능 사양
또한 IPC Class 2(일반 전자제품)와 Class 3(고신뢰성, 의료·항공·군수)의 구분은 단순한 검사 기준이 아니라 애뉼러 링(Annular Ring) 폭, 도금 두께, 비아 신뢰성 등 설계 룰 전반에 영향을 줍니다. 프로젝트 초기에 반드시 합의해야 할 항목입니다.
5.2 DFM 체크포인트 실무 가이드
설계 후반부가 아니라 초기 단계에서 제조사와 다음 항목을 협의하는 것이 가장 효과적입니다.
- 최소 트레이스/스페이스(
3/3 mil,2/2 mil등) 가능 여부 확인 - 마이크로비아 직경 및 종횡비 한계
- 임피던스 쿠폰 포함 여부와 측정 사양
- 적층 구성(Stack-up)의 대칭성 및 동박 분포 균형
- 플렉스 영역의 비아 배치 금지 구역(통상 굽힘부에서 비아 회피)
- 패널 활용률(Panelization) 최적화로 비용 절감
6. 마무리: 실무 적용을 위한 체크리스트
HDI와 Rigid-Flex 설계는 더 이상 일부 첨단 제품의 전유물이 아닙니다. 점점 더 많은 양산 제품이 이 기술을 채택하고 있으며, 그만큼 설계 단계에서의 의사결정 품질이 최종 제품의 신뢰성과 원가 경쟁력을 좌우합니다.
마지막으로 실무에 적용할 수 있는 핵심 체크리스트를 정리하면 다음과 같습니다.
- 재료 선정은 시스템 관점에서 — 주파수, 흡습성, 열특성, 굴곡 요구를 통합 평가
- 비아 전략은 신뢰성과 라우팅 효율의 균형 — 무조건 스택드보다는 응용에 맞는 선택
- Rigid-Flex 전환부는 별도 검토 항목으로 분리 — 굽힘 반경, 중립축, 보강판 위치를 도면에 명시
- 표준(IPC-2223/2226/6013)을 설계 초기 체크리스트로 — Class 2/3 합의는 반드시 선행
- 제조사와의 조기 DFM 협업 — 후공정에서의 변경은 비용과 일정의 가장 큰 적
결국 좋은 HDI와 Rigid-Flex 설계는 한두 가지 마법 같은 기술로 완성되지 않습니다. 재료, 라우팅, 기계 설계, 표준, 제조 공정이 유기적으로 맞물릴 때 비로소 양산성과 신뢰성을 함께 잡을 수 있습니다. 본 가이드가 여러분의 다음 프로젝트에서 의미 있는 출발점이 되기를 바랍니다.